


vmc1060 gyári fém 3 tengelyes függőleges cnc marógép központ
Előny
1. Az opcionális CNC lemezjátszó négytengelyes és öttengelyes koordinátakapcsolati feldolgozást is kialakíthat.
2. Opcionális automatikus forgácseltávolító berendezés, ágyszerkezettel a belső tisztaság biztosítására;opcionális orsóolajhűtés stb.
3. Az öntvényt két öregítési kezelésnek vetik alá, hogy kiküszöböljék az anyagban lévő maradék feszültséget.
4. Az X, Y, Z irányú vezetők választhatják Tajvan nagy teherbírású lineáris gömbvezetőit, amelyek a gyors sebesség, a nagy merevség stb.

Leírás
| Tétel | VMC1060 | ||||
| Munkaasztal mérete (hossz × szélesség) mm | 1300×600 | ||||
| T rés (mm) | 5-18×100 | ||||
| Maximális terhelhetőség a munkaasztalon (KG) | 650 | ||||
| X-tengely mozgása (mm) | 1000 | ||||
| Y-tengely mozgása (mm) | 600 | ||||
| Z-tengely mozgása (mm) | 600 | ||||
| Az orsó orra és az asztal közötti távolság (mm) | 100-700 | ||||
| Az orsó középpontja és az oszlop közötti távolság (mm) | 667 | ||||
| Orsó kúpos | BT40/50 | ||||
| Max.orsó fordulatszám (rpm) | 8000/10000/12000 | ||||
| Orsómotor teljesítmény (Kw) | 11/15 | ||||
| Gyors adagolási sebesség: X,Y,Z tengely (m/perc) | 16/16/16 (24/24/24 bélésvezető) | ||||
| Gyors vágási sebesség (m/perc) | 10 | ||||
| Pozíciópontosság (mm) | ±0,005 | ||||
| Ismételt helyzetpontosság (mm) | ±0,003 | ||||
| Automatikus szerszámváltó típusa | 16 szerszámos fej típusú szerszámváltó (opcionális 24 karos automatikus szerszámváltó) | ||||
| Max.szerszám hossza (mm) | 300 | ||||
| Max.Szerszám átmérő | Φ80 (szomszédos szerszám)/φ150 (nem szomszédos szerszám) | ||||
| Max. szerszámsúly (KG) | 8 | ||||
| Szerszámváltási idő (szerszámtól-szerszámig) mp | 7 | ||||
| Légnyomás (Mpa) | 0.6 | ||||
| A gép súlya (KG) | 7500 | ||||
| Teljes méret (mm) | 3340*2800*2700 | ||||
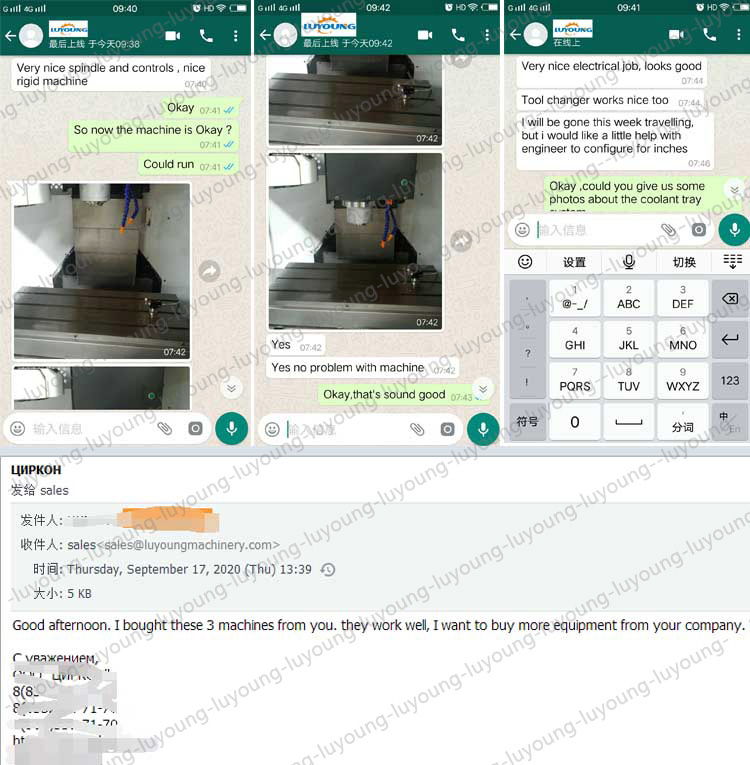
Miért válassz minket
Nagyon sok jó visszajelzést kapunk vásárlóinktól, pl.
Nagyon szép orsó és kezelőszervek, szép merev gép.Nagyon szép villanyszerelés, jól néz ki.
A szerszámváltó is jól működik.
3 gépet vettem tőled.Jól működnek, szeretnék még felszerelést vásárolni a cégétől.
Gépi tesztelés
1. A lineáris mozgás pozicionálási pontosságának észlelését terhelés nélküli körülmények között kell elvégezni, és a lézeres mérést kell alkalmazni.
2. Lineáris mozgás ismétlődő pozicionálási pontosságának detektálása, az észleléshez használt műszer megegyezik a pozicionálási pontosság észlelésére használt műszerrel.
3. Lineáris mozgás origójának visszatérési pontosságának kimutatása.
4. A lineáris mozgás fordított hibaérzékelését többször (általában 7-szer) megmérjük három helyen a löket felezőpontja és mindkét végén, és minden pozíció átlagértékét kiszámítjuk, és a kapott átlagérték maximális értékét az inverz Error értéket.






